弯头和弯管是管道系统中用于改变方向的重要管件。管道弯头和管道弯头是不同的,尽管有时这两个术语可以互换使用。
弯头和弯管都是非常常见的管件产品,用于改变管道系统中的流动方向。有时它们可以互换,但并不相同。
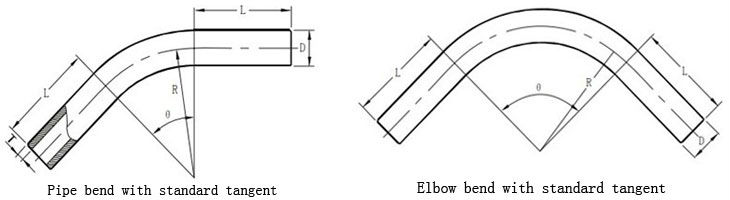
管道弯曲只是管道中“偏移”的一个通用术语——管道方向的变化。它表示有一个“弯曲”,即管道的方向发生了变化(通常是由于某些特定的原因)-但它缺乏具体的,工程定义的方向和程度。弯管通常由现场使用弯曲机(热弯曲和冷弯曲)制作,适合特定的需要。弯管的使用是经济的,因为它减少了昂贵配件的数量。
另一方面,管道弯头是一种特殊的、标准的工程弯头,预先制成阀芯件(基于ASME B 16.9),设计成螺丝、法兰或焊接到与之相关的管道上。手肘可以是45度或90度。也可以定制设计的弯头,尽管大多数被归类为“短半径”或“长半径”。
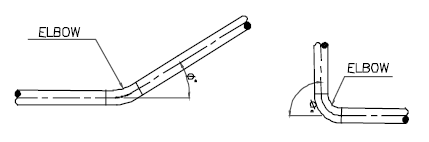
典型的带弯头角的管道弯头
弯头或弯头可在不同的半径,以平滑的方向变化,这是根据管道公称尺寸表示的英寸。a.长半径弯头(半径为1.5D):最常用于需要将摩擦流体压力损失降至最低的地方,有足够的空间和体积,以允许更大的转弯和产生更小的压降。b.长半径弯头(半径> 1.5D):有时用于输送高粘性流体,如泥浆、低聚合物等的特定应用。对于半径,通常使用1.5D以上的管弯,这些管弯可以做成任何半径。b.短半径弯头(半径= 1.0D):仅在空间不允许使用长半径弯头且需要降低弯头成本的地方使用。夹套管中,芯管采用短半径弯头。这里D是公称管道尺寸,单位为英寸。有三个主要的参数决定了肘关节的半径选择。空间可用性,成本和压降。当主要考虑压降时,最好采用弯管。 The use of short radius elbows should be avoided as far as possible due to abrupt change in a direction causing the high-pressure drop.
无论使用弯管还是弯管,都必须满足规范的最小厚度要求。ASME B 31.3代码提供了计算给定内部设计压力(P)下成品形式所需最小厚度(t)的公式,如下所示:

弯头最小厚度计算的编码方程
在这里,
R1 =焊接弯头或管弯头的弯曲半径
D =管道外径
W =焊缝强度折减系数
Y =系数来自规范表304.1.1
S =表A-1中材料在最高温度下的应力值
E =表A-1A或A-1B中的质量因子,将任何腐蚀、侵蚀、机械余量与此计算值相加,得到所需的厚度。
对于弯头/弯头与管道的连接,可采用以下类型的端连接
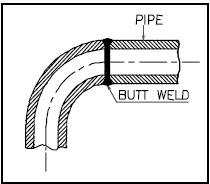
管道通过对接焊接头与图4所示的对接焊弯头连接。
对接焊配件提供适合焊接到管道上的斜角端。在订购时标明连接的管道厚度/时间表是很重要的。对接焊的所有边缘准备工作应符合ASME B16.25的要求。
对接焊接弯头的尺寸符合ASME B16.9的要求。本标准适用于nps1 /2 "到48 "的碳钢和合金钢对焊接头。
不锈钢对接焊配件尺寸按MSS-SP-43要求。配件的物理尺寸符合ASME B16.9和MSS-SP-43的要求。这意味着ASME B16.9的范围主要涉及碳和低合金钢管道的共同壁厚,而MSS-SP-43具体涉及不锈钢管道的5S和10S表。
对于碳钢和低合金钢,短半径弯头的尺寸按照ASME B16.28,对于不锈钢,按照MSS-SP-59。
对接焊配件通常用于尺寸2”及以上。然而,对于小于1-1/2 "的关键管线,在禁止使用承插焊接接头的情况下,通常使用弯管。这些弯曲的半径通常为5D,是由管道冷弯在现场造成的。或者,对接焊接弯头可以用来代替弯管,但通常较小的直径线是现场布线的,不可能在项目的最初阶段就知道采购的需求。所以最好采用弯管。然而,管弯确实占用更多的空间,特别是在制药厂,管道的主要部分是小直径。且布局拥挤,首选对接焊接弯头。
对接焊接接头可以进行x射线照相,因此优先用于所有关键服务。
适用于对接焊配件的材料标准如下:
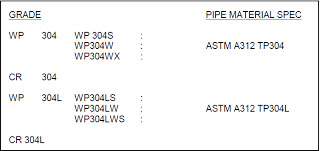
本规范涵盖无缝和焊接结构的锻碳钢和合金钢配件。除非订单中规定了无缝或焊接结构,供应商可以选择提供任何一种结构。所有按本标准焊接的建筑配件都提供100%的射线照相。根据ASTM A234,根据不同的化学成分有不同的等级。选择将取决于连接到这些配件的管道材料。以下列出了本规范下可用的一些等级和相应的连接管材料规范:

本规范涵盖了两个一般类别,WP和CR,无缝和焊接结构的锻奥氏体不锈钢配件。WP类配件是按照ASME B16.9和ASME B16.28的要求制造的,分为以下三个子类:
CR类配件按MSS-SP-43的要求制造,不需要进行无损检测。根据ASTM A403的要求,根据不同的化学成分有不同的等级。选择将取决于连接到这些配件的管道材料。以下列出了本规范下可用的一些等级和相应的连接管材料规范:
本规范包括用于低温下的无缝焊接结构的锻碳钢和合金钢配件。根据化学成分的不同,它涵盖了WPL6、WPL9、WPL3和WPL8四个等级。配件WPL6在- 50℃下进行冲击试验,WPL9在-75℃下进行冲击试验,WPL3在-100℃下进行冲击试验,WPL8在-195℃下进行冲击试验。
配件的许用压力额定值可以按照ASME B31.3适用章节中的规则计算,就像对直无缝管一样。
管壁厚度和材料类型应与订购使用的管件一致,管件上的标识代替压力等级标记。
“所有的弯道都是弯道,但所有的弯道都不是弯道。”
事实上,管子是弯成弯的。
弯头是预制的,设计牢固。
弯管有问题,因为当我们弯管时,弯管半径处的挠性减小了。

管道弯曲通常是相同的材料,通常是更温和的弯曲,以防止扭结。
弯管的最小弯曲半径是管径R的1.5倍,小于1.5R的称为弯管。需要追溯任何国际/行业标准。1.5, 3和4.5 R是工业上最常见的弯曲半径。
由于管道内部没有不规则的表面,流体也不必突然改变方向,弯管通常流动得更顺畅。
它们最基本的区别是肘关节相对短于弯曲,R = 1D到2D是肘关节比2D多是弯曲。在生产过程中,冷弯可以用折弯机对现成的直弯进行折弯。一次性完成也不需要二次腐蚀。但是弯头需要厂家定做,要做防腐,定做周期长。弯头价格比弯头高。但性价比远高于弯管。众所周知,弯管没有防腐处理容易损坏,但价格便宜,所以在一些要求不很高的工程中被大量使用。
当然,在西气东输中,冷弯成本较低。弯头需要厂家定做,需要防腐,订货周期长,但冷弯可以用现成的直弯经折弯机折弯。一次性完成也不需要二次腐蚀。冷弯施工技术需遵循石油标准,西气东输有企业标准,但在开阔区域可采用弯管或弯管。阳光钢铁企业提醒广大客户,中间弯头与弯头性能价格不同,请慎重选择后考虑。
工业过程
弯曲,挤压,压制,锻造,加工等
行业服务
我们的管弯头广泛应用于发电、石油、天然气、化工、造船、供热、造纸、冶金等众多行业。
管道弯曲应按照ANSI/ASME B16.49标准,没有规定弯曲半径和角度,常规管道弯曲半径为2.5D、3D、5D、7D或8D,但可根据设计需要任意弯曲半径,弯曲角度可为任意度,5度、10度、15度、90度或其他任何度。人们说“弯的都是弯的,弯的都不是弯的”,这是不对的。其实“所有弯管都是弯管,但不是所有弯管都是弯管”更合理。

管道弯头通常是一个尖锐的90度,通常是一个单独的部分。
不锈钢是建筑和工程行业中较为标准化的材料之一。











