钢管和管件是由两道不同的工序制成的,这两道工序的整体生产方法涉及三步。
那些使用钢铁产品的人购买的产品满足了他们所建造的东西的要求。
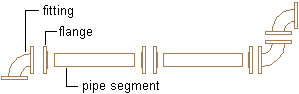
从工厂发货的管道长度不完全按长度切割,但通常按以下方式发货:
PE管通常用于较小直径的管道系统,并与滑移式法兰和承插焊接头和法兰结合使用。
TE实现本身就说明了这一点,这种性能通常用于小直径的管道系统,连接将使用螺纹法兰和螺纹配件。
BE实现适用于所有直径的对接法兰或对接接头,并将直接焊接(有3-4毫米的小间隙)彼此或与管道。末端大多被斜角30°(+ 5°/ -0°),根面1.6 mm(±0.8 mm)。