ASTM A234 WP11 eBlows可以轻松弯曲并焊接。ASME SA 234 WP11在许多不同尺寸的管道之间形成了显着连接。ANSI B16。9肘A234 WP11是该级别的免费加工版本,可在杆状形状上访问,以便在自动螺钉机中使用。

A324 WP11肘是ASTM A234 WPB的制造过程。

| 年级 | C | Mn | p | s | si | cr | 莫 | 你 | 铜 | v | NB |
| WP11 CL1 | 0.05-0.15 | 0.30-0.60 | 0.03 | 0.03 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | - | - | - | - |
| WP11 CL2/3 | 0.05-0.20 | 0.30-0.80 | 0.04 | 0.04 | 0.50-1.00 | 1.00-1.50 | 0.44-0.65 | - | - | - | - |
| 拉伸要求 | WPB | WP11CL1 | WP11CL3 |
| 拉伸强度,最小,KSI [MPA] | 60-85 | 60-85 | 75-100 |
| (0.2%偏移量或0.5%的延长额) | [415-585] | [415-585] | [520-690] |
| 屈服强度,最小,KSI [MPA] | 32 | 30 | 45 |
| [240] | [205] | [310] |
即使是焊接和光滑的焊接线,也可以在绘画和冷滚动后代替无缝管。
该标准涵盖了整个尺寸,公差,评分,测试和标记,用于锻造的工厂制造的对接焊接配件,尺寸为NPS 1⁄2到48(DN 15至1200)。

可以通过制造商与购买者之间的协议对特殊尺寸,大小,形状和公差进行特殊尺寸,大小,形状和公差。
ASTM A234/ SA234M锻造碳钢和合金钢管配件的标准规范,用于中等和高温服务。
这些配件用于压力管道和压力容器制造,以在中等和升高的温度下进行服务。
过程
杀死的钢,带有字子,杆,板,板,无缝或融合焊接的管状产品,并添加填充金属。锻造或塑造操作是通过锤击,按压,刺穿,挤出,沮丧,滚动,弯曲,弯曲,融合焊接,加工或通过两个或多个操作的组合。
热处理
在升高温度下形成后,在合适条件下,配件被冷却至临界范围以下的温度,以防止过快冷却导致的伤害缺陷,但在没有比静态空气中的冷却速率更快的情况下。指定的热处理温度是金属(部分)温度。用热处理的配件根据规范A960/A960M的第7段进行处理。

参考文件
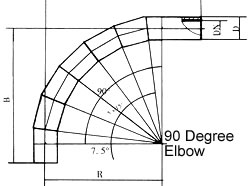
肘部是在两个管道或管道之间安装的管道拟合,以换取方向,通常是180°或90°角,尽管也进行了45°肘部。末端可以加工成对接焊接(SW)或插座焊接(SW)等。
大多数肘部都有短半径或长半径变体。当两端的大小不同时,拟合称为还原肘或还原器肘部。
肘部根据以下各种设计功能进行分类:
材料
 新一代可穿戴和耐腐蚀工程管道的SHS自发陶瓷复合钢管和配件属于“ 863” Hi-Tech Plan Plan产品。
新一代可穿戴和耐腐蚀工程管道的SHS自发陶瓷复合钢管和配件属于“ 863” Hi-Tech Plan Plan产品。
它是理想的可穿戴和耐腐蚀工程管道,其耐磨性比普通钢管高15倍,内表面光滑和有利的酒类耐药性。

管道肘的应用:
石油,化学,动力,气体,冶金,造船,建筑等。
Ell&Ells
有各种材料制成的管道配件各种形状和尺寸。