本文概述了电阻焊接(ERW)。讨论了高频ERW(接触和感应)和旋转轮接触焊接(交流、直流和方波)。它描述了工艺之间的差异,以及电源和焊接辊。

高频感应焊接。在高频感应焊接的情况下,焊缝电流通过焊点前面的工作线圈传递到材料上(见图2)。工作线圈不接触管——电流通过管周围的磁场被诱导到材料中。高频感应焊接消除了接触痕迹,减少了改变管道尺寸所需的设置。它也需要比接触焊接更少的维护。
据估计,北美90%的管厂使用高频感应焊接。
高频焊接接触。高频接触焊接将焊接电流通过附着在带材上的触点传递到材料上(见图3)。焊接电源直接应用到管上,这使得该过程比高频感应焊接更高效。由于效率更高,它非常适合于厚壁和大直径管的生产。
电力供应。高频焊机也按其发电方式分类。两种类型是电子管和固态。电子管式是传统的电源。然而,自上世纪90年代初面世以来,固态电池迅速在业界崭露头角。据估计,每一种型号都有500到600架在北美运行。
为了平衡热量变化,电机发电机组被引入以产生更高频率的交流。使用的一些频率是180、360、480和960 Hz。一些固态装置也被生产出来以产生更高频率的电流。交流正弦波在960 Hz时的最大振幅为1920次/秒,而在60 Hz时为120次/秒。960赫兹的正弦波产生的热量与更一致的温度。
直流旋转接触轮焊接。旋转接触轮焊接的下一步是直流电源。产生的功率有一个几乎恒定的振幅。虽然这解决了热量变化的问题,但一个主要的缺点是这种类型的焊机的维护成本较高。
因为不可能用变压器来改变直流电压,所以有必要通过大量的电刷(直流92对交流8)将高电流密度的高安培、低压焊接电流传输到轴中。传输高安培、低电压电流产生多余(废热),导致严重磨损,导致前面提到的高维护成本。
方波旋转接触轮焊接。旋转接触轮焊接发展的最新进展是方波电源。这种方法结合了直流焊接的一致热和与交流单元相关的较低维护(见图5)。虽然旋转接触焊接方法先于更常用的高频焊接工艺,但它们在特种焊接应用中仍然发挥着重要作用。旋转接触焊适用于不能容纳管径上的障碍物的应用。这方面的例子有小直径的制冷级管和焊接过程后立即涂在ID上的管。
焊接压力辊的类型,或有时被称为挤压箱,施加压力所需的焊缝是不同的焊接单位用于提供热量。用于旋转接触轮焊接的挤压箱通常有两个或三个辊单元,其中接触轮作为其中一个辊。
焊接挤压箱中的辊数与被焊接产品的尺寸和形状成正比。没有硬性规定;然而,圆管或管尺寸范围的通用指南如下:
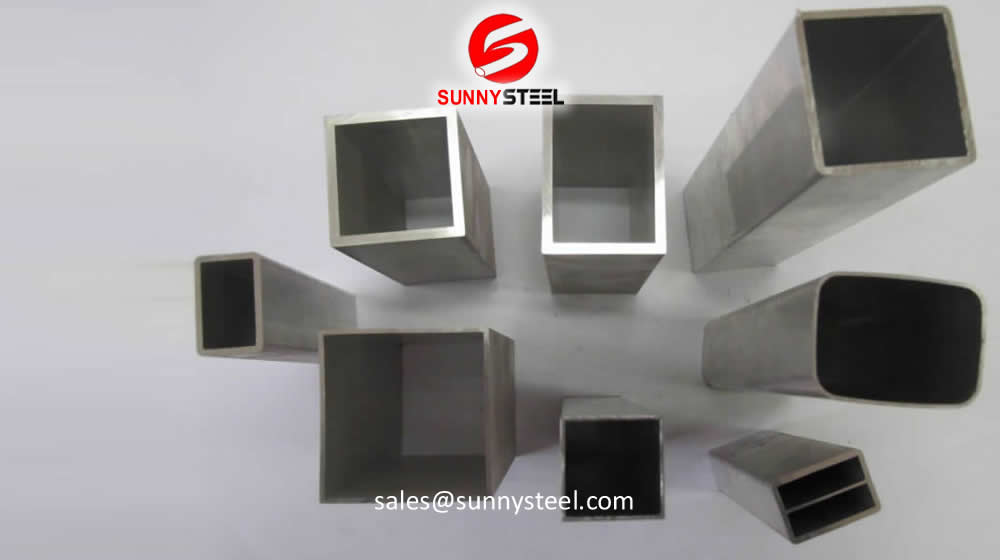
如今,许多形状——方形、矩形、六角形——都是焊接成成品形状,而不是在焊接成圆形后再重新成形。用于形状的焊接盒是为每种应用定制设计的,通常不超过5卷。
| 标准 | 规范 |
| ASTM A53 | 黑色和热浸镀锌焊接和无缝钢管的标准规范 |
| API 5 l | 管线管规范(石油和天然气工业管道运输系统用无缝和焊接钢管PSL 1和PSL 2两级) |
| A252 | 焊接和无缝钢管桩标准规范 |
| A500 | 圆形和形状冷成形焊接和无缝碳素钢结构管规范 |
| A135 | 电阻焊接钢管标准规范 |
| A178 | 电阻焊接碳钢和碳锰钢锅炉和过热器管的标准规范 |
| 出直径 | 管端公差 | 管体公差 |
| 219.1 - -273.1 | + 1.6毫米,-0.4毫米 | ±0.75% |
| -320 - 274.0 | + 2.4毫米,-0.8毫米 | ±0.75% |
| -457 - 323.9 | + 2.4毫米,-0.8毫米 | ±0.75% |
| 508 | + 2.4毫米,-0.8毫米 | ±0.75% |
| 559 - 610 | + 2.4毫米,-0.8毫米 | ±0.75% |
| 年级 | 出直径 | 壁厚 |
| / | -457 - 219.1 | + 15%、-12.5% |
| B | 508 - 610 | + 17.5%、-12.5% |
| X42-X80 | 508 - 610 | + 19.5%、-8% |

焊接均匀,焊缝光滑,可代替拉丝和冷轧后的无缝管。
电阻焊接碳钢,碳锰钢锅炉,过热器管的标准规范

碳、铁素体合金和奥氏体合金的一般要求规范。
在制造ERW钢管时,只使用优质的、连铸的、全杀的、控制轧制的、细晶粒的低碳钢。

ERW钢管用于各种工程用途,如围栏、脚手架、管道等。
钢管的表面状况称为环境,这是通过钢管的涂层与周围的土壤绝缘,管道的表面状况是不同的四周土壤。
线圈的合金含量往往低于同等级钢板,提高了螺旋焊管的可焊性。由于螺旋焊管盘管的滚动方向与管轴方向不垂直,导致螺旋焊管材料的抗裂性差。
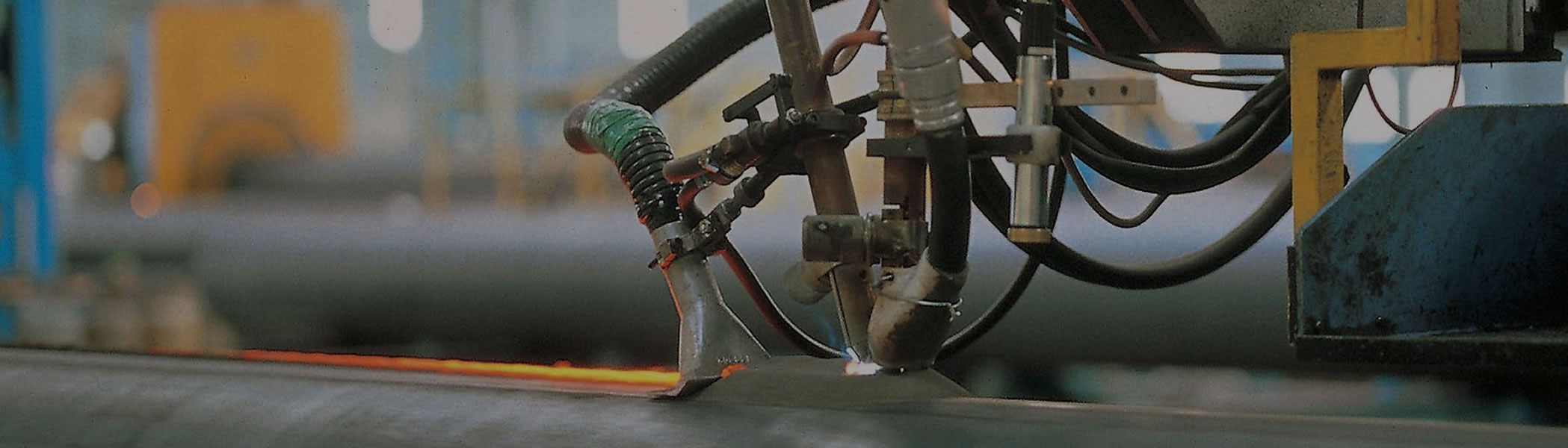
电阻焊接
然后,电流在钢的两个边缘之间通过,将钢加热到一个点,使边缘被迫结合在一起,而不使用焊接填充材料。最初,这种制造过程使用低频交流电流加热边缘。这种低频工艺从20世纪20年代一直使用到1970年。1970年,低频工艺被高频ERW工艺所取代,产生了更高质量的焊缝。
钢管对于管道技术来说,可分为(SML)、主要作为油田内部输送管道和小直径高压天然气管道,少数用于长距离天然气管道,绝大多数长距离管道有直缝高频(ERW)、螺旋埋弧(SSAW)、LSAW三种(LSAW)。
连续螺旋翅片通过高频电阻焊接连接到基底管上,以提供高效和热可靠的结合。鳍可以是实心的,也可以是锯齿状的。在这个过程中产生的焊缝是一个真正的锻造,铁匠焊接。这种类型的焊接是由母金属的两个部分之间的融合,而不引入填充材料。焊接是简单地通过加热接口,以连接到一个塑性状态和施加压力。
用于锅炉,火炉和燃烧加热器,以获得有效的热量回收。
ERW钢管用于各种工程用途,如围栏、脚手架、管道等。
焊缝残留缺陷超声检测是焊缝失效的重要原因,造成缺陷漏检的是由于探头参数选择不当、干扰波效应和毛刺缺陷回声回声不区分等多种因素。
焊缝残留缺陷超声检测是焊缝失效的重要原因,造成缺陷漏检的是由于探头参数选择不当、干扰波效应和毛刺缺陷回声回声不区分等多种因素。
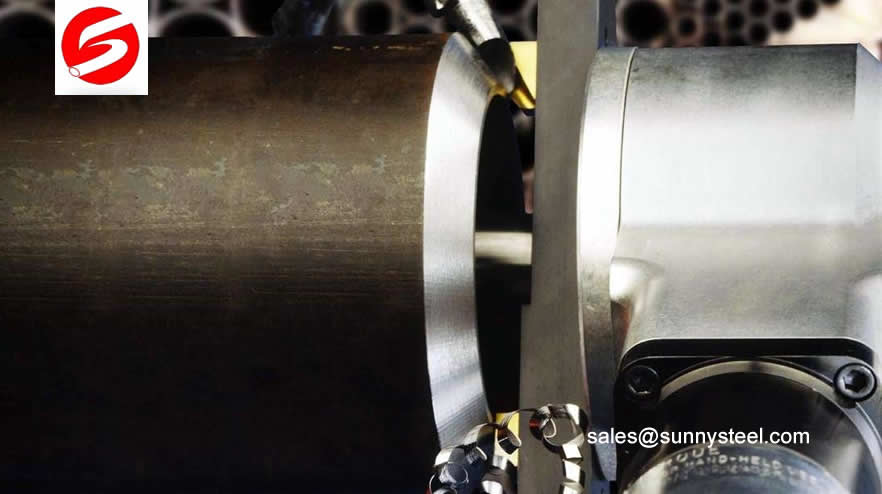
刮除焊缝内部毛刺非常光滑,焊缝与母材过渡非常光滑。通常一根钢管的壁厚为11.9mm,挤压焊缝的厚度范围一般为每条焊缝两侧约25mm,该焊缝部分去除毛刺后比其他部位基材厚度多10%左右。
ERW钢管和管有各种质量,壁厚和直径的成品管。
直缝焊钢管,按焊接工艺可分为高频电阻焊和埋弧焊,纵向埋弧焊简称SAWL,高频直缝电阻焊简称ERW。
电阻焊与ERW钢管相比,具有生产效率高、成本低、尺寸精度好、外形美观等优点。但是,在过去,由于焊缝的可靠性较差,对使用有很大的限制。小管件生产比重。
分析了钢生产中夹杂物出现的频率、弧前熔合不足、边缘熔合不足、中心熔合不足、粘焊、铸焊、气孔、跳焊等焊接缺陷九种常见原因及预防措施。
ERW管道问题和缺陷与原材料、生产方法、工艺条件、设备状态和人员有关。产品缺陷就是在生产过程中出现的受上述因素和制约的缺陷。
又称“蒙皮效应”,当交流电通过导体时,由于感应效应造成的导体横截面较大,电流分布不均匀,导体表面电流密度越接近。
高频电阻焊(ERW)钢管生产时,焊缝内表面处理一般有不完全刮除(左焊缝补强)和完全刮除(刮除会形成坡口内表面)两种方式,而且效果不理想,会影响钢管的整体性能。考虑到ERW管材焊缝厚度、强度和可靠性的超声检测,挤压通过厚焊缝-校准处理,优化焊缝轮廓形状,提高ERW管材的整体性能。
焊接是什么?

焊接是一种将材料(通常是金属或热塑性塑料)结合在一起的制造或雕塑过程。这通常是通过熔化工件和添加填充材料形成熔融材料池(焊接池),冷却后成为一个坚固的接头,有时与热一起使用压力,或单独使用,以产生焊缝。这与焊接和钎焊形成了对比,后者需要在工件之间熔点较低的材料熔解,从而在工件之间形成粘结,而不熔化工件。
焊接钢管(用焊缝制造的钢管)是由扁平的钢板制成的管状产品,称为骨架,经成型、弯曲并准备焊接。